Precious metal metallurgy and mineral processing engineering remain a field deeply cultivated by mining professionals. After years of data analysis and customer feedback, CHUNLEI discovered that the root cause of low recovery rates lies not in chemical process defects, but in carbon management. While the carbon-in-pulp (CIP) process appears straightforward, the physical dynamics between carbon and pulp—such as carbon transport, adsorption, screening, and regeneration—ultimately dictate the project’s profitability. This article analyzes key design details of the CIP process, explaining how CHUNLEI engineers these systems to enhance gold recovery from carbon-in-pulp fines.
Modern CIP Gold Extraction Plant
In-Depth Analysis of CIP Process – Why Carbon Management Determines Success or Failure?
What is the CIP Gold Extraction Process?
CIP, also known as the carbon-in-pulp process, is a mature gold extraction technology. It operates on a “leach first, adsorb later” model. During the leaching stage, gold carriers are fully dissolved across multiple leaching tanks. Subsequently, the pulp is adsorbed by activated carbon. Unlike carbon-in-leach (CIL) processes, which combine leaching and adsorption, CIP separates these steps, offering operators greater control flexibility. The CIP process employs a counter-current flow design: the pulp flows forward from the first tank to the last, while the activated carbon moves in the opposite direction, from the end toward the front. This design ensures that highly active carbon consistently contacts low-concentration gold solution, maximizing adsorption and minimizing gold loss. Because leaching and adsorption operate independently, operators can better control parameters at each stage and make timely adjustments. This design is particularly suitable for complex ores and mineral processing requiring staged treatment.
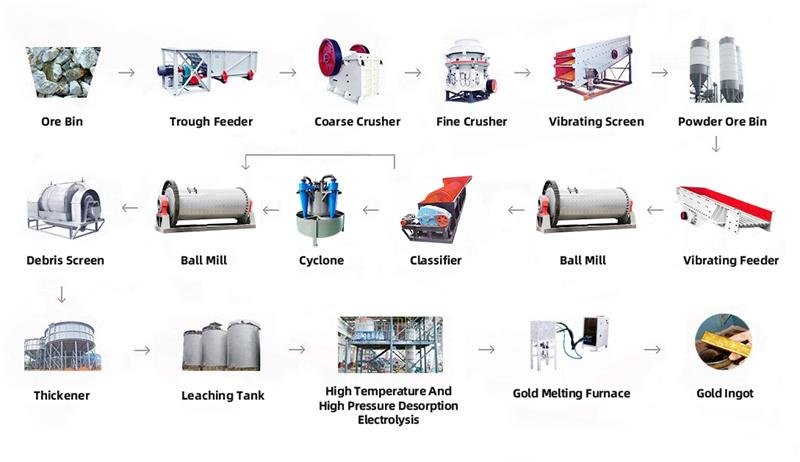
Complete CIP in Place Gold Extraction Process Flow Chart
Why Do Most CIP Plants Have Insufficient Recovery Rates?
Based on CHUNLEI’s analysis of data from 87 CIP plants worldwide, it was found that:
Performance Metrics
Industry Average
Optimized achievable values
Increase
Gold Adsorption Rate
94-96%
99.2–99.8%
2.95
Gold Load per Carbon
4000-6000 g/t
8,000–12,000 g/t
100%
Cyanide Consumption
0.8-1.2 kg/t
0.4–0.6 kg/t
-50%
Carbon Loss Rate
15-25%/year
5–8%/year
-70%
Core Issue Identification:
Uneven Carbon Distribution: Leading to excessive saturation in some areas and underutilization in others
Low Screening Efficiency: Fine carbon losses account for 40-60% of gold losses
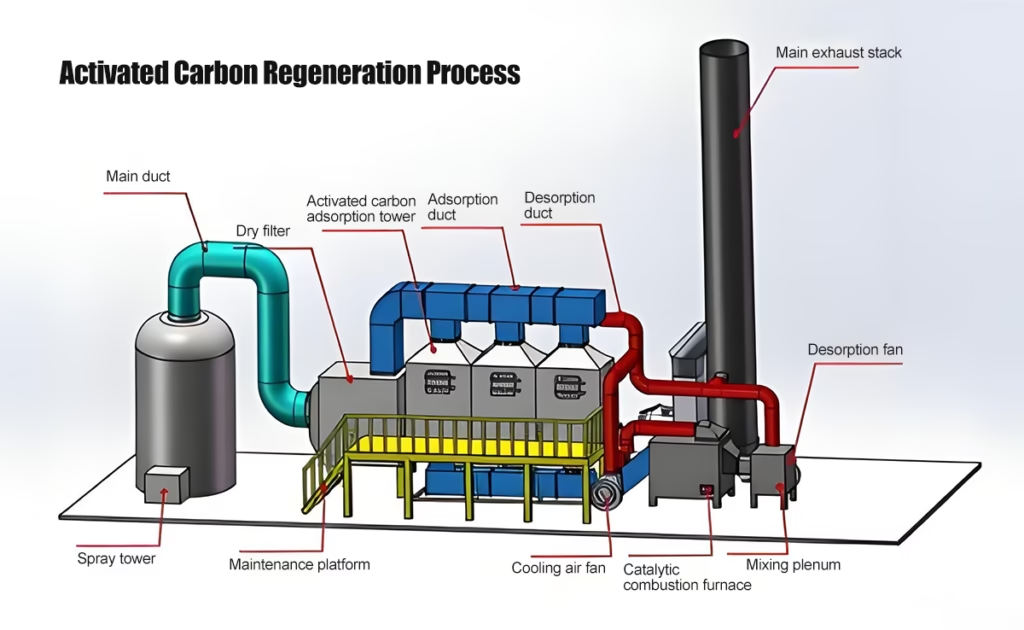
Incomplete Regeneration: Activation recovery rate only reaches 70-80%
Imprecise Oxygen Control: Fluctuations in dissolved oxygen cause a 5-10% decline in leaching efficiency
Detailed Explanation of CIP Six-Step Process Optimization
Achieving high gold recovery rates requires precise, systematic management of material and chemical flows. The CIP (Carbon-in-Pulp) process is an interconnected continuous operation whose efficient execution begins with a critical preparatory stage—slurry preparation.
Step 1. Slurry Pretreatment – Laying the Foundation for Efficient Leaching
Crushing-and-Screening
Grinding-and-Classification
Gold ore is crushed and grinded to the target particle size (typically 95% passing 200 mesh) to break it down. Concentration and impurity removal are then performed using hydrocyclones, vibrating screens, etc. (impurity removal >98%, hydrocyclone underflow concentration >65%) to prevent clogging of downstream equipment. Finally, parameters such as pulp concentration are adjusted to prepare for cyanide leaching. The combination of high-frequency vibrating screens and hydrocyclones elevates impurity removal from 85% in traditional processes to 98%, significantly reducing interference from gold-displacing substances.
Step 2. Cyanide Leaching – Precise Chemical Reaction Control
Cyanide is added to the pulp in a series of tandem leaching tanks, dissolving gold through chemical reaction. As the pulp sequentially flows through multiple leaching tanks, adding cyanide to the final tank achieves over 90% gold leaching efficiency.
Intelligent Oxygen Control System:
Real-time Monitoring: Dissolved oxygen sensors installed in each tank
Automatic Adjustment: Oxygen injection rate automatically adjusted based on gold concentration feedback
Energy Savings: 35% improvement in oxygen utilization, 30% reduction in cyanide consumption
Step 3. Activated Carbon Adsorption – Core Carbon Management Process
Activated carbon is added to the cyanidated pulp, which flows countercurrently with the carbon through multiple adsorption tanks. Carbon is introduced into the final tank with the lowest gold concentration and progressively transferred to the initial tank with higher gold content. Gold-loaded carbon is ultimately discharged from the first tank. Gold adsorption typically exceeds 99%.
Five-stage countercurrent adsorption tank configuration:
Trough Number
Gold Concentration (g/t)
Carbon Concentration (g/L)
Carbon Load Capacity (g/t)
Adsorption Efficiency
Trough 1
10月15日
15-20
8000-12000
85-90%
Trough 2
2月5日
20-25
4000-6000
90-95%
Trough 3
0.5–1.5
25-30
2000-3000
95-98%
Trough 4
0.1–0.5
30-35
800-1500
98-99%
Trough 5
<0.1
35-40
200-500
99-99.5%
Key Carbon Management Technologies:
Automatic Carbon Transfer System: Real-time adjustment of carbon transfer rates based on online gold analyzer data
Remove impurities such as calcium carbonate from the carbon surface using dilute hydrochloric acid. Concentrate gold from the carbon at high temperature and pressure within the desorption column. The gold-enriched solution undergoes chemical reactions in the electrolytic cell, where gold is adsorbed to form gold sludge. The desorbed activated carbon can be recycled after high-temperature treatment (approximately 700°C).
Impurities are removed from gold slime using nitric or hydrochloric acid to produce crude gold ingots. Electrolytic refining then reduces these into 99.99% refined gold.
Step 6. Tailings Treatment and Water Resource Recovery
Hydrogen peroxide is used to reduce cyanide concentrations in tailings, preventing environmental pollution.
Fully Automated CIP Plant Solutions
The mining industry is advancing toward full automation, with CIP having abandoned traditional manual control modes. Outdated operational methods directly impact recovery rates. Today’s automation enables precise control.
[Automatic Carbon Transfer System]: Dynamically drives carbon pumps based on real-time gold-loading data, eliminating reliance on fixed schedules for transferring carbon between adsorption columns. Carbon remains near saturated loading prior to desorption, maximizing adsorption efficiency. [Intelligent Oxygen Regulation]: By continuously monitoring dissolved oxygen levels in the agitation tank, the system automatically adjusts oxygen injection rates. This ensures stable oxidation reactions while preventing excessive oxygen consumption. [Efficient Tailings Disposal]: Facing increasingly stringent environmental regulations, dry stacking has become standard practice. We integrate high-pressure filters and dewatering screening systems at the end of the CIP circuit, significantly increasing water recovery rates and producing dry tailings cakes ready for direct transport or stockpiling. This comprehensive closed-loop automation solution not only optimizes gold recovery processes but also achieves data-driven resource minimization and production stability maximization, setting new standards for sustainable mining operations.
Key Automation Subsystems
1.Intelligent Carbon Management System
– Online Gold Analyzer: Monitors gold concentration in each tank every 30 minutes
– Carbon Gold Load Calculation: Real-time computation of gold load per carbon batch
– Automated Carbon Transfer: Optimizes transfer strategy based on mathematical models
– Carbon Inventory Management: Tracks distribution and status of carbon across the entire plant Effect: 25% increase in carbon utilization rate, 1.5-2.5% improvement in gold recovery rate
2.Precision Oxygen Control System
– Dissolved Oxygen Sensor: Anti-interference design with ±0.1ppm accuracy
– Adaptive Control: Automatically adjusts control parameters based on ore characteristics
– Feedforward Control: Preemptively adjusts oxygen injection volume based on feed variations
– Energy-Saving Mode: Minimizes oxygen consumption while maintaining leaching rates Benefits: 30% reduction in oxygen consumption, 25% reduction in cyanide consumption
3.Predictive Maintenance System
– Vibration Monitoring: Real-time vibration analysis of critical equipment
– Temperature Monitoring: Bearing and motor temperature surveillance
– Lubricant Analysis: Online oil quality testing
– AI Failure Prediction: Machine learning-based equipment failure forecasting Value: 70% reduction in unplanned downtime, 40% reduction in maintenance costs
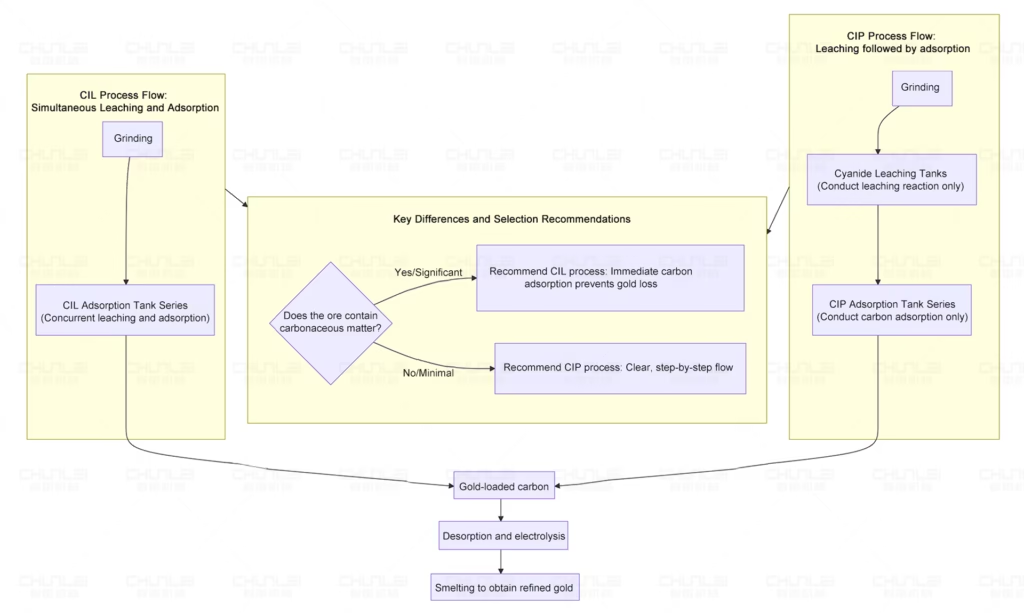
CIP vs CIL – How to Choose the Optimal Process?
Comparison Dimensions
CIP Process
CIL Process
Optimal Recommendations
Applicable Ore Types
Complex minerals, carbonaceous gold ore
Simple Oxide Gold Ore
Select based on ore characteristics:
Investment Costs
Higher (more equipment)
Lower (Shorter Flow)
Limited investment budget: Choose CIL
Operating Costs
Lower (reagent savings)
Higher (Increased Cyanide Consumption)
Long-term operation: Choose CIP
Gold Recovery Rate
95-99.5%
90-96%
High-grade ore: Choose CIP
Operational Flexibility
High (stepwise control)
Low (Coupled Control)
Requires flexible adjustments: Choose CIP
Automation Level
Easily automated
Higher Automation Difficulty
Smart factory: Choose CIP
Environmental Performance
Good (cyanide controllable)
Moderate (Cyanide Difficult to Control)
High environmental requirements: Choose CIP
Process Selection Based on Ore Characteristics Analysis
Question 1: What is the difference between CIP and CIL (Carbon-in-Leach)?
The primary difference lies in the sequence of gold leaching and carbon adsorption. CIP: Ore undergoes cyanide leaching first, followed by adding activated carbon to a separate adsorption tank for gold adsorption. Leaching and adsorption are conducted in separate steps. CIL: Activated carbon is directly added to the leaching tank, with leaching and adsorption occurring simultaneously. The CIL process is shorter and currently more mainstream, though “CIP” is often used as a generic term for this process type.
Question 2: Why is activated carbon used? Activated carbon possesses a large specific surface area and strong adsorption capacity, enabling efficient and selective adsorption of gold cyanide complexes from gold-bearing solutions. This separates gold from the pulp, and the carbon can be regenerated and reused.
Question 3: What are the primary factors affecting gold recovery rates? Activated carbon activity: Fresh or well-regenerated carbon exhibits superior adsorption capacity. Carbon concentration and movement: Sufficient carbon must be maintained within the tank, with regular, metered counter-current movement to ensure thorough contact between depleted carbon and rich leachate, as well as between enriched carbon and depleted leachate. Dissolved oxygen levels: Adequate dissolved oxygen is critical for gold cyanide leaching; oxygen deficiency leads to reduced leaching rates. Slurry Properties: pH (typically maintained at 10.5-11), temperature, viscosity, and the presence of gold-sequestering substances (e.g., organics, sulfides, copper) all impact efficiency.
Question 4: What is “gold loading capacity”? Why is it important? This refers to the amount of gold adsorbed per unit weight of activated carbon (e.g., grams of gold per ton of carbon). It serves as a core metric for evaluating carbon adsorption efficiency and production economics. Too low a loading capacity is uneconomical, while excessively high levels may cause premature gold desorption or loss in tailings. Operations must be optimized to achieve the maximum designed capacity before desorption.
CHUNLEI CIP Optimization Case Study
Comparison Analysis Table of CIP System Upgrades at a Large Gold Mine in Tanzania
Key Performance Indicators Comparison
Comparison Dimensions
Before Renovation (Baseline Condition)
After modification (optimized state)
Increase
Economic Benefits
Gold Recovery Rate
86-88% (Significant Fluctuations)
94.5% (stable operation)
7.50%
Annual Revenue Increase: $32 million
Annual Processing Capacity
5 million tons/year
5.5 million tons/year
10%
Capacity Enhancement: $12 million
Operating Costs
$32/ton
$25/ton
-22%
Annual Savings: $3.85 million
Payback Period
–
3.2 months
–
Rapid Return on Investment
Critical System Components Comparison
Indicator
Before Renovation
After renovation
Effectiveness Boost
Recovery Rate
87%
94.50%
7.50%
Annual Revenue
–
+$32 million
Direct Revenue Increase
Operating Costs
$32/ton
$25/ton
-22%
Payback Period
–
3.2 months
Rapid Return on Investment
Process Parameters Comparison
System
Before Renovation
After modification
Improvement Results
Carbon Management
Manual operation, uneven distribution
Automatic transmission, real-time monitoring
Carbon Loss ↓71%
Screening Efficiency
82-85%
99.20%
Gold Recovery ↑3.2%
Cyanide Consumption
1.1 kg/ton
0.55 kg/ton
Usage Halved
Level of Automation
30%
95%
Operators ↓62%
Economic Benefits Summary
Parameters
Before Modification
After renovation
Control Accuracy
Dissolved Oxygen
3-10 ppm (high fluctuation)
6±0.5ppm
Stable at 83%
pH Value
10-11 (manual)
10.8±0.1
Automatic Control
Desorption Temperature
130±15°C
135±3℃
Accuracy ↑80%
Summary of Economic Benefits
Investment Categories
Investment Amount
Annual Revenue
Payback Period
Carbon Management System
$1.8 million
$6.2 million
3.5 months
Automation System
$2.8 million
$4.5 million
7.5 months
Screening System
$950,000
$3.2 million
3.6 months
Total
$9.4 million
$22 million
3.2 months
Conclusion
In the gold carbon-in-pulp extraction process, every 1% increase in recovery rate translates to millions of dollars in annual revenue. The key to achieving this lies not in complex chemical formulations, but in a refined carbon management system. Optimizing each stage—from carbon screening, transportation, and adsorption to regeneration—delivers tangible economic returns.
CHUNLEI’s experience across over 200 CIP projects demonstrates that scientific carbon management can boost gold recovery by 3-8% and shorten the payback period to 3-6 months. Against the backdrop of elevated gold prices and increasingly stringent environmental regulations, optimizing CIP processes is not merely a pursuit of technology but a strategic investment in corporate competitiveness.
Remember: In CIP processes, carbon is not merely an adsorbent—it is the carrier of gold. Managing carbon effectively means managing your gold profits.
CHUNLEI Global CIP Technology Expert Team – Providing Professional Technical Support 24/7.
Dolomite Dressing Production Line
Process Introduction Dolomite beneficiation process is a beneficiation solution to separate dolomite concentrate from dolomite ore. Based on the mosaic structure of dolomite ore and years of benefi...
Kaolin, also known as “china clay,” is a white, fine-grained clay primarily composed of kaolinite minerals. Alongside mica, quartz, and calcium carbonate, it ranks among the four major non-metallic minerals. Possessing excellent plasticity, refra...
A variety of models are available | Get the free price list!
The autogenous mill, also called ultrafine laminar autogenous mill/semi-autogenous mill, is a new type of autogenous mill, which is a kind of grinding e...
Fluorite Ore Dressing Production Line
Process Introduction Fluorite ore beneficiation methods include gravity separation and flotation, which are also divided into gravity separation equipment and flotation equipment. Gravity separ...
Welcome to Chunlei machinery website. We are a leading manufacturer and exporter of mining machinery in China with more than 30 years history in China.
We offer you one-stop solutions: online consultation --- customized solutions --- fast delivery --- comprehensive after-sales service