Copper, one of the earliest metals used in human history, remains an indispensable “red metal” in modern industry. However, copper in the Earth’s crust does not exist as pure metal but as copper ore minerals. Mastering the mineral processing techniques to extract it from ore is therefore crucial. This guide will take you on an in-depth exploration of the world of copper ores.
What are the components of copper ore?
Copper ore minerals are diverse, but based on their chemical properties and processing methods, they are primarily divided into two categories: sulfide ores and oxide ores. Sulfide ores are located in the lower part of the ore body, untouched by surface weathering, and retain their original chemical state. They represent the world’s most significant copper source today, accounting for approximately 80% of global copper production. Oxidized ores typically occur in the upper parts of ore bodies, known as the oxidation zone. They form when primary sulfide ores undergo prolonged chemical weathering (oxidation), during which sulfur is removed. Copper then recombines with oxygen, carbon dioxide, and other elements to create new minerals.
Sulfide Ores vs. Oxidized Ores: Key Differences at a Glance
Characteristics
Sulfide Ore
Oxidized Ore
Chemical Nature
Copper combined with sulfur and other elements
Copper combined with oxygen, hydroxyl, carbonate ions, etc.
Typical Minerals
Chalcopyrite, bornite, chalcocite
Malachite, azurite, chrysocolla
Geological Locations
Deep within ore bodies (primary zone)
Shallow ore bodies (oxidation zone)
Formation Processes
Primarily formed by hydrothermal action
Formed by weathering and oxidation of primary sulfide ores
Color Characteristics
Typically metallic in color (brass-yellow, lead-gray)
Typically vivid green or blue (due to copper ions)
Relatively high (requires crushing, grinding, smelting)
Relatively low cost, particularly suitable for low-grade ores
Recovery Rates
High (flotation technology is mature)
Lower recovery rates for certain minerals (e.g., chalcedony)
Environmental Impact
May produce sulfur dioxide emissions requiring treatment
Generates acidic wastewater requiring leachate control
Detailed Explanation of Core Mineral Processing Methods
The objective of mineral processing is to separate copper minerals from worthless gangue (waste rock) and extract high-grade copper concentrate. The differing properties of these two types of ore dictate distinct processing approaches.
Sulfide Ores — Flotation Method
Flotation is the most prevalent and effective method for treating sulfide ores. Its core principle involves separation based on differences in the physicochemical properties (hydrophobicity) of mineral surfaces.
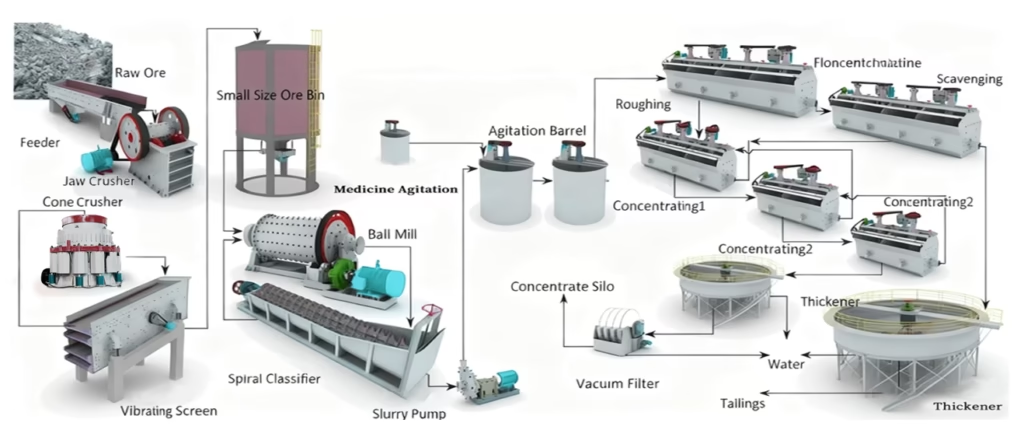
Sulfide Ore Processing Flowchart:
Crushing and Grinding: Raw ore is crushed into smaller particles using jaw crushers and cone crushers, then ground into fine powder with ball mills. This process aims to liberate copper minerals from gangue.
Slurry Preparation and Chemical Addition: The ore powder is mixed with water to form a slurry. “Collector” chemicals are added; these selectively adsorb onto sulfide mineral surfaces, increasing their hydrophobicity.
Flotation Separation: The pulp is fed into flotation cells where it is aerated and agitated. Hydrophobic copper mineral particles attach to bubbles and rise to the pulp surface, forming a froth layer; hydrophilic gangue particles remain in the pulp.
Froth Collection: The froth rich in copper minerals is skimmed off, yielding copper concentrate (typically 20%-30% copper grade). Tailings are discharged from the bottom. If copper concentrate is required, it must undergo high-temperature pyrometallurgical processing (smelting and refining) to obtain crude copper.
For complex ores containing multiple valuable metals (such as copper, molybdenum, lead, and zinc), priority flotation processes can be employed to sequentially recover different metals.
Oxidized Ore — Hydrometallurgy (SX-EW)
For oxidized ores, low-grade ores, or complex ores that are difficult to process by flotation, hydrometallurgy offers an alternative, efficient, and lower-cost pathway.
Oxidized Ore Processing Flowchart:
Heap Leaching: Copper ore is piled on a geomembrane liner and sprayed with dilute sulfuric acid solution. The acid permeates the ore layer, dissolving copper ions to form a copper-rich leachate.
Extraction: The leachate undergoes extraction technology to highly concentrate and purify copper ions from the solution.
Electrowinning: The copper-enriched organic phase is brought into contact with a strongly acidic electrolyte, causing copper ions to be reverse-extracted into the electrolyte. A direct current is then applied, reducing the copper ions at the cathode plate into high-purity cathode copper (with a grade reaching 99.99%).
Hydrometallurgy eliminates the need for large-scale mineral processing plants and smelters, resulting in lower investment and operational costs while being more environmentally friendly.
Why can’t sulfide ores and oxide ores be processed using the same mineral processing method?
The two cannot be treated with the same mineral processing technology primarily because their ore characteristics differ. Sulfide ores are acid-resistant and virtually insoluble in dilute sulfuric acid, rendering hydrometallurgical processes nearly ineffective for them. Oxide ores dissolve easily in acid, making hydrometallurgy undoubtedly the most suitable and cost-effective mineral processing method.
Simply put, processing sulfide ores is like “skimming” them out of the solid matrix via flotation; processing oxide ores is like “leaching” them directly from the solid matrix using hydrometallurgy. In a typical mineral processing plant, the lower-cost hydrometallurgical process is usually employed first to treat the shallow oxide ores, followed by flotation to process the deeper sulfide ores.
How to configure a complete copper processing plant?
After determining the optimal process based on ore type, you can configure a complete copper processing plant.
Copper concentrate (requiring further smelting) or cathode copper (after electrolytic refining)
Cathode copper (final product, purity >99.99%)
Frequently Asked Questions (FAQs) on Copper Ore Processing
Question 1. What are the primary factors affecting copper ore flotation efficiency?
Key factors include ore properties (such as mineral composition and particle size distribution), reagent systems (reagent types and dosages), operational parameters (e.g., pulp concentration and agitation intensity), and the operational status of flotation equipment.
Question 2. How should copper ores with high clay content or complex compositions be processed?
Consider the following approaches:
Optimize crushing and grinding processes: Employ suitable crushing and grinding techniques to improve ore particle size distribution.
Adjust reagent systems: Use specialized collectors or modify reagent addition strategies.
Combined processes: For complex ores, employ integrated workflows combining flotation with other mineral processing methods.
Question 3. Why is flotation unsuitable for oxidized copper ores?
Most oxidized copper minerals lack inherent hydrophobicity or cannot induce sufficient hydrophobicity through conventional reagents, preventing effective attachment to flotation bubbles for separation.
Question 4. How can production costs for copper ore processing be controlled?
Approaches include optimizing process flows to reduce energy and material consumption, enhancing reagent management to improve recovery rates, increasing equipment uptime to minimize maintenance expenses, and implementing automation to lower labor costs.
Conclusion
CHUNLEI Machinery has consistently been a manufacturer of mineral processing equipment. We understand that every copper deposit is unique. Our strength lies in tailoring copper processing plant solutions to your specific ore characteristics, providing a complete range of integrated equipment. Every component undergoes rigorous testing before shipment to ensure seamless system coordination.
If you have a copper deposit or any other inquiries, contact us immediately. Our engineers will design a profit-maximizing production line from your initial concept through full operational deployment.
When designing and investing in an efficient and profitable aggregate production line, selecting the core crushing equipment is undoubtedly critical. Choosing the wrong crusher can lead to increased maintenance and downtime costs, compromised pro...
Copper-Lead-Zinc Ore Beneficiation Process
Process Introduction Copper-lead-zinc beneficiation process adopts mixed flotation-concentrate regrinding process, which can reduce the cost of milling and is easy to manage, and at the sa...
A variety of models are available | Get the free price list!
Wet pan mill, also known as gold ore grinding mill,round mill,Wet discs mill, consists of rollers and discs as the main working parts. It is named after ...
The current sand and gravel market faces high demand but limited natural sand resources and rising prices. Conventional sand-making production lines suffer from low output and inconsistent quality. When searching for “clinker sand-making plants,”...
Welcome to Chunlei machinery website. We are a leading manufacturer and exporter of mining machinery in China with more than 30 years history in China.
We offer you one-stop solutions: online consultation --- customized solutions --- fast delivery --- comprehensive after-sales service