The global graphite market is undergoing a dramatic transformation, driven primarily by the exponential growth of the electric vehicle (EV) battery sector. A graphite mine’s profitability in 2026 is no longer determined by carbon grade alone, but critically by its ability to preserve large crystalline flakes throughout the entire processing circuit. The price differential between jumbo flake (+50 mesh) and fine powder can exceed 300%, making process design a decisive economic factor. This comprehensive guide details the equipment configuration and operational philosophy required to build a modern, efficient plant that protects your most valuable asset—the flake.
Flake integrity is paramount for battery anode material
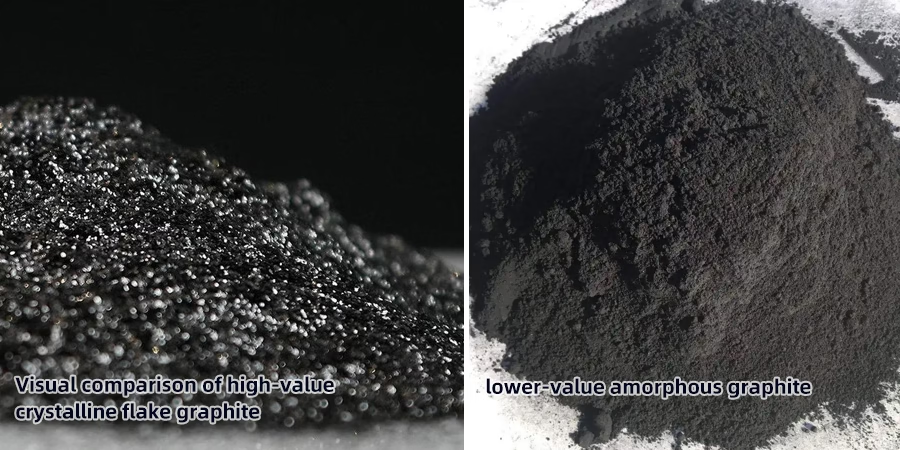
What is the difference between crystalline graphite and amorphous graphite?
Crystalline graphite and amorphous graphite differ in shape and market value.
Crystalline graphite, also known as flake graphite, features a distinct silvery-black color with a metallic luster, appearing as flake-like or plate-shaped particles. This type floats very easily. It is naturally oily and repels water. Due to the rise of electric vehicles, future demand for this type will be substantial. It serves as the primary material for lithium-ion battery anodes. Amorphous graphite, also known as earthy graphite, appears as a dull, black powder or lump. It contains extremely small crystals, nearly invisible to the naked eye. It is often mixed with clay or coal. Processing this type is more complex due to the minute impurities adhering to the graphite. Most mines use this form to produce pencils or lubricants. Understanding the ore type is essential before purchasing machinery. Laboratory testing can determine carbon grade and flake distribution, which dictate the crushing and grinding methods and duration required.
Characteristic
Crystalline (Flake) Graphite
Amorphous (Microcrystalline) Graphite
Macroscopic Appearance
Shiny, silver-black, flaky, metallic luster. Flakes are often visible to the naked eye.
Dull, black, earthy, powder-like or massive. Resembles coal soot or a fine powder.
Extremely small, imperfect graphite crystals with random orientation.
Tactile Feel
Notably slippery and greasy due to excellent cleavage and layer sliding.
Less slippery, often feels more like a dry powder or clay.
Carbon Content (Run-of-Mine)
Typically ranges from 3% to 15%, requiring significant upgrading.
Can range from 60% to 90%, starting as a higher-grade material.
Impurity Association
Flakes are physically intergrown with silicate gangue (e.g., quartz, feldspar). Impurities are often liberated by crushing.
Micro-crystals are chemically bonded or coated with fine clay and mineral matter. Impurities are stubbornly attached.
Response to Processing
Naturally hydrophobic; responds excellently to flotation. The key challenge is preserving large flake size.
Lower natural floatability; processing focuses on dislodging ultra-fine impurities, often requiring intensive grinding and chemical treatment.
Ore Characterization: The Critical First Step
Before selecting a single machine, a detailed mineralogical analysis is non-negotiable. The processing strategy for crystalline (flake) graphite is fundamentally different from that for amorphous (microcrystalline) graphite.
Key Laboratory Tests to Conduct:
Liberation Analysis: Determines the grain size of graphite flakes and their bonding with gangue minerals (typically quartz, mica, or feldspar). This defines your target primary grind size.
Flake Size Distribution: Quantifies the percentage of +80, +100, and -150 mesh flakes in the run-of-mine ore. This is your baseline for measuring process preservation success.
Rock Competency & Abrasiveness: Influences crusher selection and wear-part lifecycle costs.
Crushing Circuit: Coarse Liberation with Minimal Fines
The primary objective is to break the host rock while minimizing impact on the liberated flakes.
Critical Screening: A double-deck vibrating screen is placed in closed circuit with the secondary crusher. The key is to remove the “natural fines”—already liberated small flakes and fine rock—as early as possible to prevent over-crushing. This material bypasses further crushing and proceeds directly to grinding.e of oxidized ore allows for excellent percolation and contact with cyanide solutions, often resulting in recovery rates exceeding 90%.
Primary Crusher: A heavy-duty jaw crusher with a hydraulic toggle adjustment system is the industry standard. It provides compressive breaking force, creating clean fractures along grain boundaries. Modern units offer settings to optimize the product size, typically down to 100-150mm.
Secondary Crusher: For softer ores, a horizontal shaft impact crusher is often preferred for its high reduction ratio and ability to produce a more cubical product. For harder, abrasive host rock, a cone crusher may be selected for its robustness and consistent output.
Critical Screening: A double-deck vibrating screen is placed in closed circuit with the secondary crusher. The key is to remove the “natural fines”—already liberated small flakes and fine rock—as early as possible to prevent over-crushing. This material bypasses further crushing and proceeds directly to grinding.
Jaw Crusher
Impact Crusher
Vibrating Screen
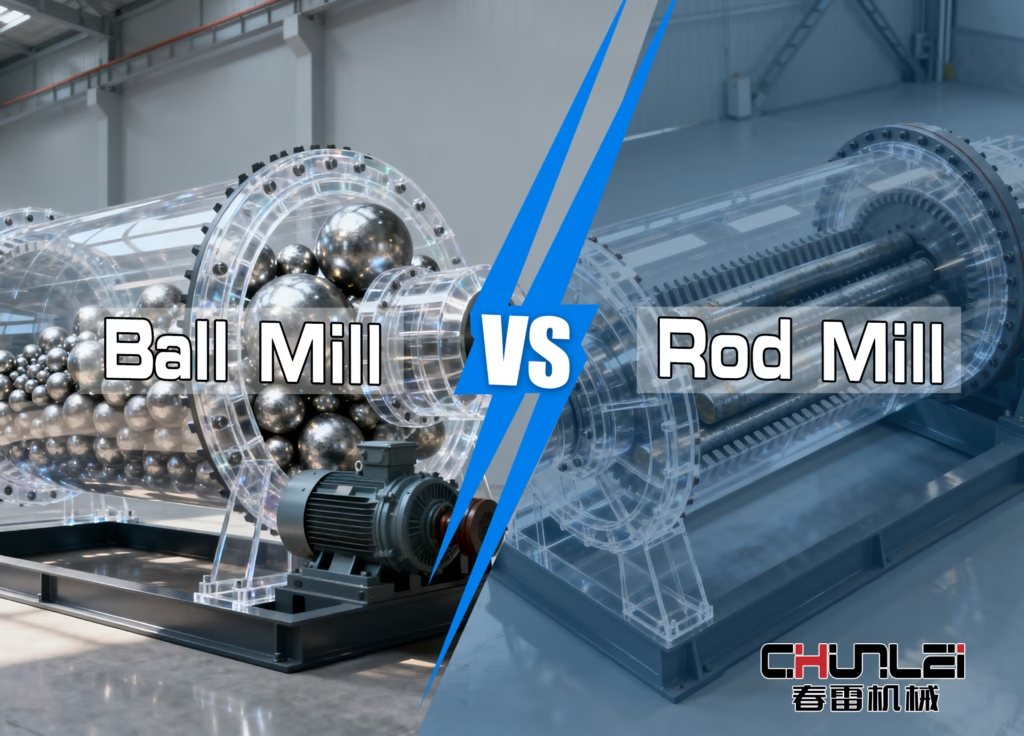
Multi-Stage Grinding: The Core of Flake Protection
Multi-stage grinding represents the most critical innovation in graphite processing, separating successful operations from those that destroy valuable flake structures. This approach involves progressive, gentle liberation rather than single-stage pulverization.
The process begins with Rod Mills for primary grinding, which utilize line-contact grinding media that peels apart rock layers rather than fracturing embedded flakes. This initial stage typically liberates 30-40% of graphite content, with released flakes immediately removed via classification and sent to flotation circuits before they can undergo further size reduction.
Primary Grinding: Rod mills are the optimal choice for the initial stage. Their line-contact grinding action strips away rock layers, efficiently liberating flaky minerals with minimal cutting or crushing. The resulting product is more uniform than ball mills, with fewer slivers.
Regrinding Stage: Flaky minerals separated at each stage are removed via flotation. The remaining middlings (composite particles) undergo regrinding in subsequent stages. Ball mills are the ideal equipment for regrinding, using high-intensity friction to remove gangue minerals from the surfaces of flaky minerals.
Closed-circuit classification is essential. Hydraulic cyclone groups installed after each grinding stage separate material meeting the target particle size (overflow) from material requiring further grinding (underflow). This prevents over-grinding, conserves energy, and forms the core of multi-stage grinding strategies.
This staged liberation approach systematically targets only material requiring further size reduction, preserving already-liberated flakes. Between grinding stages, classifiers (typically spiral or hydraulic varieties) separate adequately sized material for immediate flotation, returning only oversized particles for additional grinding.
Advanced Flotation for High Recovery and Purity
Graphite’s natural hydrophobicity makes it highly responsive to flotation, but achieving both high recovery and premium purity requires sophisticated multi-stage circuits.
A complete graphite flotation system typically includes:
Roughing Stage: High-recovery flotation capturing 90-95% of graphite
3-4 Cleaning Stages: Progressive impurity removal
5-7 Scavenging Stages: Recovery of remaining graphite from tailings
Final Cleaning: Ultra-pure concentrate production
Specialized Graphite Flotation Machines feature gentle impeller designs that minimize mechanical damage to flakes while generating uniform, stable air bubbles. Between flotation stages, inter-stage regrinding mills target middling particles—those containing both graphite and gangue—to further liberate graphite without overprocessing already-liberated flakes.
Target Concentrate Specifications for Different Markets
Market Application
Target Carbon Grade
Key Flake Size Requirement
Typical Purification Needed
EV Battery Anodes
>99.95% C
-100 to +200 mesh (spheroidized)
Chemical + Thermal
Expanded Graphite
>99% C
+80 mesh (jumbo/large flake)
Acid Leaching
Refractories & Foundry
80-95% C
Various, less critical
Often flotation-only
Lubricants & Pencils
90-98% C
Fine powder
Flotation, mild acid wash
Purification: From Concentrate to Battery-Grade Material
Flotation alone typically achieves 94-97% carbon. Battery anode material requires 99.95% C (4N5) or higher.
Thermal Purification: Exposing graphite to temperatures exceeding 2500°C in an inert atmosphere or vacuum sublimates all non-carbon elements. It achieves the highest purity (>99.99% C) but has very high capital and energy costs. It’s standard for nuclear-grade material.
Chemical Purification (Hydrometallurgy): The most common method.
Alkaline Roast-Leach: Concentrate is mixed with NaOH and roasted at 500-600°C, converting silicate impurities to soluble salts, followed by acid leaching to remove other metals. It’s effective and often more environmentally manageable than direct acid use.
Acid Leaching: Direct treatment with HCl/HF mixtures at elevated temperatures dissolves almost all impurities. Requires advanced corrosion-resistant materials (Hastelloy, FRP) and a comprehensive effluent treatment plant.
Purification Method
Final Carbon Purity
Key Advantage
Primary Limitation
Best Applications
Acid Leaching
99.9-99.95%
Proven reliability, lower capital cost
Chemical handling, waste management
Battery anodes, industrial use
Alkaline-Acid Process
99.9-99.95%
Reduced hazardous chemicals
Energy intensive, multi-stage
High-purity industrial applications
Thermal Purification
99.999%+
Ultimate purity, no chemicals
Very high energy/capital cost
Nuclear, semiconductor, aerospace
Integrated Plant Design and Equipment Matching
Effective graphite processing requires precise equipment matching throughout the circuit. Critical considerations include:
· Capacity Balancing ensures neither overloading nor underutilization. Graphite’s low specific gravity means volume-based sizing rather than mass-based calculations—flotation cells typically require 20-30% greater volume than comparable base metal installations.
· Closed-Circuit Grinding with efficient classification prevents overgrinding. Hydrocyclones or screens should separate material at optimal size cutpoints, returning only oversized particles for further reduction. Variable frequency drives on mill motors enable real-time adjustment to changing ore characteristics.
· Material Handling must accommodate graphite’s unique properties. Slurry pipelines require larger diameters and gentler bends to prevent settling, while transfer points need effective dust control systems. Ceramic-lined equipment prevents iron contamination—a critical concern for battery-grade production where even 0.1% iron content can compromise final product quality.
Dewatering, Drying, and Product Handling
Final processing stages must remove water without compromising product quality:
Conventional Thickening using high-rate thickeners concentrates flotation product from 15-20% to 40-50% solids. Following thickening, Filter Presses (membrane or chamber types) achieve 80-90% solids content through mechanical pressure.
Thermal Drying in indirectly heated rotary dryers reduces moisture to 0.5% or lower. Critical parameters include:
Maximum temperature: 180-200°C to prevent oxidation
Retention time: 20-40 minutes depending on particle size
Atmosphere control: Inert gas blanketing for premium products
Dust control is paramount, as graphite dust is both electrically conductive and potentially explosive. Modern plants incorporate baghouse filtration with explosion venting, complete electrical enclosure sealing, and isolated dryer rooms to ensure safety and product recovery.
2026 Market Applications and Product Optimization
Different graphite products command dramatically different market values:
Jumbo Flakes (+50 mesh) represent the highest-value product category, primarily used in expandable graphite for fire retardants and high-performance sealing applications. These applications rely on the structural integrity of large flakes, with prices reflecting both size and purity.
Large Flakes (+80 mesh) serve thermal management applications in electronics and gasket production for automotive and industrial equipment. Recent innovations include flexible graphite foil with exceptional thermal conductivity for next-generation electronics cooling.
Fine Flakes (-100 mesh) constitute the battery-grade material that undergoes spheroidization and coating for lithium-ion anodes. This category represents the largest volume market, with quality requirements including 99.95%+ purity, controlled particle size distribution, and specific surface area parameters.
Lower-grade products (80-90% carbon) find applications in foundry facings, lubricants, and refractories. Even these products benefit from optimized processing, as controlled particle sizing enhances performance in specific applications.
Practical Implementation Considerations
For operations planning graphite processing facilities, several practical aspects deserve attention:
– Pilot Testing should precede full-scale design, with sufficient bulk samples to account for ore variability. Pilot programs should test the complete multi-stage grinding and flotation circuit rather than individual unit operations.
– Modular Plant Design offers flexibility for future expansion or process modification. Containerized flotation cells, skid-mounted grinding modules, and pre-fabricated purification systems reduce installation time and facilitate later upgrades.
– Energy Optimization focuses on high-consumption areas like grinding and thermal drying. High-pressure grinding rolls for pre-crushing can reduce ball mill energy consumption by 20-30%, while heat recovery from dryers preheats process water or plant facilities.
– Automation and Control Systems now extend beyond basic process control to include predictive maintenance algorithms that analyze vibration, temperature, and performance data to schedule maintenance before failures occur, maximizing equipment availability.
Conclusion
The future of graphite processing increasingly integrates precision liberation with advanced purification, creating tailored products for specific high-value applications. As battery technologies evolve and new industrial applications emerge, processing flexibility and product customization will differentiate successful operations. The most advanced facilities now function as materials engineering plants rather than traditional mineral processing operations, with product specifications driving process design rather than the reverse.
CHUNLEI’s expert team stands ready to customize tailored processes for you, offering one-stop services from design to equipment supply. Inquiries welcome!
Fluorspar is a vital mineral in nature, playing a crucial role in key sectors such as metallurgy, chemical engineering, and ceramics. Transforming raw ore into high-value concentrate requires precisely matched processing equipment and workflow.Fo...
Kaolin, also known as “china clay,” is a white, fine-grained clay primarily composed of kaolinite minerals. Alongside mica, quartz, and calcium carbonate, it ranks among the four major non-metallic minerals. Possessing excellent plasticity, refra...
As the most critical raw material for the global steel industry, iron ore classifications directly impact mining efficiency, processing costs, and steel quality. This article provides a comprehensive analysis of common iron ore classifications an...
Wolfram Ore Beneficiation Process
Process Introduction Wolframite is mostly quartz large vein type or fine vein type tungsten deposits, with coarse embedded particle size, which is easier to select and separate. ChunLei's separatio...
Welcome to Chunlei machinery website. We are a leading manufacturer and exporter of mining machinery in China with more than 30 years history in China.
We offer you one-stop solutions: online consultation --- customized solutions --- fast delivery --- comprehensive after-sales service