Mineral Processing Methods and Equipment Selection Guide
Mineral processing (or beneficiation) is a critical process for upgrading ore quality and maximizing resource utilization. Through stages such as crushing, grinding, gravity separation, flotation, and magnetic separation, valuable minerals are effectively separated from impurities, thereby enhancing recovery rates, concentrate quality, and production efficiency. Different ores require specific processing techniques and equipment configurations; a well-designed production line not only reduces operating costs but also boosts overall economic returns. This article outlines mainstream mineral processing methods, the necessary equipment, and key selection criteria to help you choose the most efficient and cost-effective solution.

What is Mineral Processing?
Mineral processing (or beneficiation) is a crucial step after ore mining and before smelting. Its purpose is to separate valuable minerals from waste rock (gangue), improving ore grade and resource utilization.
Since raw ore typically contains a large number of impurities and useless minerals, direct smelting without processing not only increases energy consumption but also reduces metal recovery and exacerbates environmental pollution.
The main objectives of mineral processing include:
- Improving concentrate grade
- Removing harmful impurities
- Increasing metal recovery
- Reducing smelting costs
- Increasing the utilization value of low-grade ore
Smelting directly without processing results in significant energy waste, low metal recovery, and severe environmental pollution. Currently, all large, medium, and small-scale mining projects worldwide must be equipped with complete mineral processing production lines.
Three Basic Principles of Sorting
| Mineral Processing Method | Basis for Separation | Working Principle |
| Froth Flotation | Chemical differences in hydrophilicity and hydrophobicity of mineral surfaces | Reagents are added to modify surface properties: hydrophobic minerals attach to air bubbles and float to form concentrate, while hydrophilic gangue sinks into the tailings slurry. |
| Magnetic Separation | Differences in magnetic permeability among minerals | Magnetic fields capture magnetic minerals, while non-magnetic waste rock is discharged with the slurry as tailings. |
| Gravity Separation | Differences in specific gravity (density) of mineral particles | Under the influence of water flow, vibration, and centrifugal force, high-density valuable minerals sink, while low-density gangue is washed away. |
Which minerals require beneficiation?
Beneficiation applications cover metal ores, non-metallic minerals, and rare earth and new energy minerals that are extensively mined in Africa, Southeast Asia, and South America.
1. Ferrous metal ores
Magnetite, hematite, limonite, manganese ore, ilmenite
2. Non-ferrous metal ores
Copper ore, lead-zinc ore, molybdenum ore, tin ore, tungsten ore, primary gold and silver ores
3. Non-metallic industrial minerals
Kaolin, limestone, feldspar, fluorite, graphite, barite, quartz sand
4. Rare earth and new energy minerals
Lithium ore, rare earth ore, tantalum-niobium ore

Detailed Introduction to Three Mainstream Mineral Processing Techniques
1. Froth Flotation
Flotation offers the greatest adaptability to various ore types. By adjusting reagents—such as collectors, frothers, and modifiers—operators can flexibly control concentrate grade and metal recovery rates. It is specifically designed to process finely disseminated ores that cannot be effectively separated by gravity or magnetic separation.
Applicable Ore Types:
- Sulfide non-ferrous metal ores: Copper, lead-zinc, molybdenum, pyrite, gold, and silver ores
- Oxidized metal ores: Oxidized copper and lead-zinc ores (require activation via sulfidizing agents)
- Non-metallic minerals: Graphite, fluorite, coal washing
Standard Flotation Process:
Crushing → Closed-circuit grinding → Pulp conditioning → Roughing → Scavenging → Cleaning → Concentrate dewatering
Core Flotation Equipment and Performance Indicators:
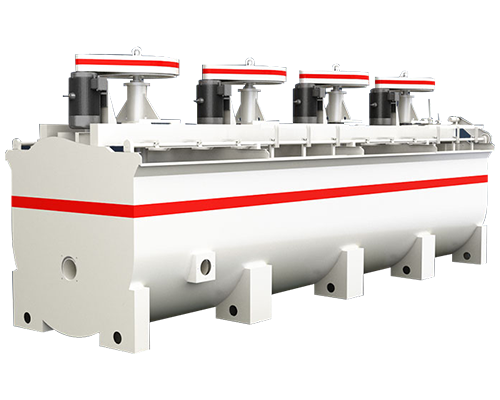
Mechanically agitated flotation machines are the mainstream choice for small, medium, and large-scale mines; flotation columns are used for the recovery of ultrafine minerals.
- Recovery rate for fine copper, gold, and molybdenum minerals: 85% – 95%
- Energy consumption: 20% – 30% lower electricity usage compared to older flotation machines
- Single-cell volume: 0.3 m³ – 60 m³; processing capacity: 5–220 tonnes/hour per unit
Key Advantages of CHUNLEI Flotation Machines:
- Uniform bubble generation and thorough pulp agitation prevent mineral sedimentation at the cell bottom;
- Adjustable air intake and agitation speed ensure suitability for various ore types;
- Impellers and stators made of wear-resistant polyurethane offer an extended service life;
- Optional fully automatic reagent dosing system available to reduce reagent consumption costs.
2. Magnetic Separation
Magnetic separation utilizes magnetic fields to distinguish between strongly magnetic, weakly magnetic, and non-magnetic minerals. It is categorized into two main types based on the feed state: wet magnetic separation and dry magnetic separation.
Separable Magnetic Minerals
- Strongly magnetic minerals: Magnetite, pyrrhotite, titanomagnetite
- Weakly magnetic minerals: Limonite, hematite, manganese ore, garnet
- Non-metallic impurity removal: Iron removal and whitening for quartz and kaolin
Classification and Applications:
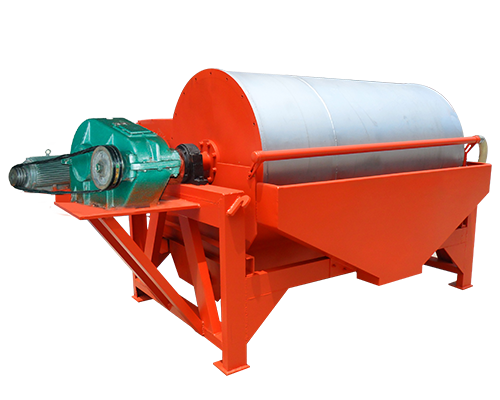
Wet drum magnetic separators handle feed sizes ranging from 0 to 3 mm. They are suitable for high-moisture slurries, oxidized ores, and manganese ores, and are commonly used for iron removal in grinding circuits and for the roughing of iron ores. Single-unit processing capacity: 10–280 tonnes/hour.
Dry magnetic separators operate without water, offering water-saving and eco-friendly benefits; they are used for iron removal from dry ores and sand/aggregate, as well as for the purification of quartz sand.
CHUNLEI Magnetic Separation Equipment Advantages
- Available in both dry and wet models to suit mining areas with either water scarcity or abundant water resources;
- Wide application range, accommodating feed sizes from fine powders to coarse ores;
- Permanent magnet design ensures extremely low power consumption and requires virtually no mineral processing reagents;
- Simple structure with few wear parts, making daily maintenance easy.
3. Gravity Separation
Separation relies entirely on differences in mineral specific gravity, utilizing only water flow and mechanical vibration. It requires low investment and has extremely low operating costs, making it ideal for placer gold deposits and coarse-grained primary metal ores.
Ores Suitable for Gravity Separation:
Placer gold, primary silver ore, cassiterite, wolframite, ilmenite, zircon, hematite, and low-grade manganese ore.
Two Key Gravity Separation Units

Principle: Mechanical vibration combined with a thin water film causes minerals to stratify according to density.
Enrichment ratio far exceeds that of roughing equipment, reaching over 100:1;
Motor power is only 1.1 kW, ensuring very low energy consumption;
Fiberglass deck is corrosion-resistant and durable;
Suitable for the final cleaning/concentration of fine-grained gold, tin, tungsten, and tantalum ores.

Principle: Slurry flows down a spiral trough; utilizing centrifugal force, heavy minerals concentrate in the inner layer while light gangue is discharged from the outer layer.
Requires almost no external power, relying entirely on gravity-driven flow;
Processing capacity per unit: 2–40 tons/hour;
Dust-free, low noise, and low water consumption.
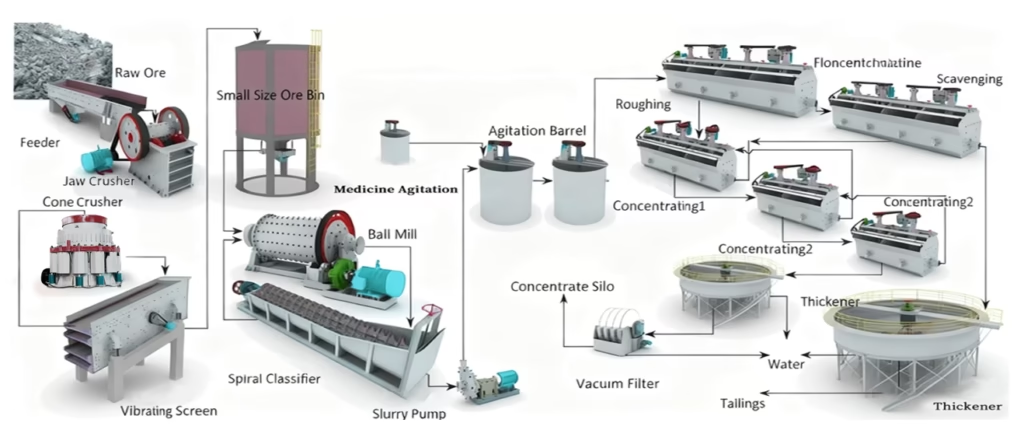
Standard Mineral Processing Plant Flowsheet
The complete mineral processing project comprises six continuous, closed-loop stages:
- Crushing: Jaw crusher + cone crusher; reduces large ore chunks to a feed size of 10–25 mm for the grinding stage.
- Closed-circuit grinding: Ball mill + hydrocyclone; grinds the ore to the particle size required for mineral monomer dissociation.
- Separation: Selection of a single method or a combination of flotation, magnetic separation, and gravity separation, based on ore characteristics.
- Concentrate dewatering: Thickener + filter press; reduces concentrate moisture content to 8%–15%.
- Tailings management: Tailings thickening + filter pressing for dry stacking, or underground backfilling.
- Auxiliary systems: Water circulation, dust removal, and fully automated reagent dosing systems.
How to Select the Right Mineral Processing Method? A Five-Step Selection Guide
Follow these steps strictly to avoid low metal recovery rates caused by choosing the wrong process:
- Conduct ore petrographic and chemical analysis: Determine ore grade, mineral dissemination size, magnetic properties, specific gravity, and surface chemical characteristics;
- Clarify the concentrate grade and recovery rate targets required by the smelter;
- Assess local water resources: Prioritize dry magnetic separation and gravity separation for mines in water-scarce areas;
- Comply with local environmental regulations: In areas with strict controls on chemical reagents, avoid flotation if possible and opt for a combined gravity and magnetic separation process;
- Determine daily processing capacity: Use simple gravity or magnetic separation lines for small mines (50 tons/day), and full flotation production lines for large-scale projects (over 1,000 tons/day).
Quick Selection Reference Table
| Ore Characteristics | Recommended Primary Process | Rationale |
| Placer gold, coarse-grained tin ore, tungsten ore | Gravity separation (shaking table + spiral chute) | Reagent-free; lowest production cost |
| Magnetite iron ore | Wet magnetic separation | High recovery rate; low operating cost |
| Copper sulfide ore, lead-zinc ore | Differential (selective) flotation | Best recovery results for fine-grained disseminated minerals |
| High-clay oxidized copper ore | Gravity pre-concentration + sulfidization flotation | Reduces consumption of flotation reagents |
| Impurity removal and purification of kaolin and quartz sand | Dry and wet magnetic separation | Removes iron impurities; improves whiteness |
Core Competitive Advantages of CHUNLEI Mineral Processing Equipment
- Higher recovery rates: Optimized tank structure and magnetic circuit design minimize metal loss in tailings;
- Energy efficiency: Consumes 20%–30% less power than traditional older models, reducing electricity costs;
- High versatility: Equipment within the same series is compatible with various ore types without requiring major modifications;
- Low O&M costs: High-chrome alloy and polyurethane wear-resistant parts extend service life and replacement intervals;
- Fully automated upgrade support: PLC-based centralized control with real-time remote monitoring of production data.
Summary
The profitability of a mineral processing project hinges on matching the process flow to the specific mineralogical characteristics of the raw ore; simply copying production line designs from other mines without conducting ore sample tests will inevitably lead to heavy financial losses.
- Coarse-grained placer deposits and metallic ores: Gravity separation is the preferred choice to save on reagents and electricity costs.
- Magnetic ores (e.g., iron, titanium): Magnetic separation is the primary processing method.
- Fine-grained disseminated sulfide ores and oxidized non-ferrous metal ores: Flotation is the only solution to ensure high recovery rates.
Contact CHUNLEI for free testing and a customized mineral processing flow, along with a precise equipment quotation.
Latest News

Turnkey Bentonite Grinding Production Line: A Guide to Selecting Grinding Mills
800Since raw bentonite ore typically has a high moisture content (12%–30%) and tends to clump, it requires a multi-stage processing workflow—including crushing, drying, grinding, classification, and collection—to yield a stable, high-quality finis…
-
Causes and Practical Solutions for Excessive Wear of Ball Mill Liners (2026 Full Guide)
800Rapid wear of ball mill liners is a common problem in the industry. Premature liner failure leads to equipment downtime, reduced efficiency, and increased costs. Industry statistics show that liner wear-related expenses account for 40% of the o…
-
How to Select Grinding Media for Ball Mills?
800Ball mills are indispensable grinding equipment in industries such as mining, cement manufacturing, and chemical processing. As core components installed within these mills, ball mill grinding media directly influence grinding efficiency, the f…
-
Bulk Density of Sand: Test Methods & Equipment Selection Guide
800If you work in the sand and gravel processing industry, you’ve probably heard the term “bulk density”—but do you know how it directly impacts your equipment selection? Choosing the wrong feeder or crusher based on inaccurate density data can le…



loading…
已经是到最后一篇内容了!