Gold Flotation Production Line

Flotation Gold Processing Plant
Flotation is a widely used gold beneficiation method, ideal for sulfide‑bearing gold ores with good floatability. It offers simple operation, low cost, high recovery, and allows direct tailings disposal.It is suitable for fine‑grained gold, sulfide gold quartz ore, polymetallic sulfide gold ore, and carbonaceous gold ore.
Efficiently and profitably extracting gold from vein gold mines is undoubtedly the goal of every mine owner. Realizing the value of such complex ores requires specialized flotation technology for gold extraction. These projects demand precise engineering design, suitable reagents, and durable equipment. Chunlei Machinery designs and builds heavy-duty flotation systems specifically for sulfur-bearing gold ores. This article will detail how to design a flotation plant to maximize gold recovery from sulfur-rich ores.


We Will Answer These Questions For You:
- What is a Flotation Gold Processing Plant?
- Why Flotation for Sulfur-Bound Gold?
- What Equipment Powers a Flotation Gold Plant?
- How to Boost Flotation Recovery Rates?
- Do You Need a Custom Flotation Flowsheet?
- How Much Does a Flotation Gold Plant Cost?
- Who Builds and Installs Flotation Plants?
- Where to Source Reliable Flotation Plant Spare Parts?
- Global Customer Case: Flotation Plant in Chile
- What to Look for in a Flotation Plant Supplier?
- 2026 Flotation Technology Trends
- FAQ
- Summary and Final Advice
What is a Flotation Gold Processing Plant?
A flotation-based gold extraction plant is a specialized industrial facility that uses chemical froth flotation technology to separate gold particles from vein gold ore. It generates stable froth through a series of interconnected devices; gold particles adhere to the surface of the bubbles and are scraped off, while useless rock is separated.
Traditional gravity separation is ineffective for sulfur-bound gold because gold is chemically bonded to sulfide minerals (such as pyrite). Modern flotation plants use customized reagents to make gold particles hydrophobic (water-repellent), thus allowing them to adhere to the bubble surface.
The flotation process includes the following steps: ore crushing, grinding, reagent mixing, aeration, and froth scraping—all designed for continuous 24/7 operation. We analyze and optimize each component to ensure that reagent dosage, aeration rate, and froth scraping rate are perfectly matched to the ore type.
Four Core Sections of a Flotation Plant
The flotation plant comprises four distinct and irreplaceable work areas. Materials are transferred at each stage via rubber conveyors and slurry pumps—our overall design fully utilizes the gravitational forces between minerals to minimize energy consumption.
| Factory Section | Main Activity | Key Output | Why It Matters to You |
|---|---|---|---|
| 1. Crushing | Breaking large sulfide rocks | Small gravel (≤25mm) | Reduces energy use in grinding; prevents damage to downstream equipment |
| 2. Grinding | Pulverizing gravel with steel balls | Fine slurry (70-80% -200 mesh) | Exposes gold-sulfide particles to reagents; critical for flotation efficiency |
| 3. Flotation | Aerating slurry with reagents | Gold-rich froth concentrate | The profit core—captures 85-95% of sulfur-bound gold |
| 4. Dewatering | Drying froth concentrate | Moist gold concentrate cake | Makes concentrate transportable for smelting; reduces shipping costs |
Why Flotation for Sulfur-Bound Gold?
Flotation is the only efficient and cost-effective method for processing gold embedded in sulfide minerals such as pyrite, arsenopyrite, and chalcopyrite. Gravity flotation is suitable for free gold particles, while cyanidation is suitable for micron-sized gold in quartz—but sulfide-bound gold requires separation by breaking chemical bonds through froth flotation.



Flotation offers flexibility and economic advantages for sulfide minerals:
- Reagent specificity: We use collectors (xanthates, dithiophosphates) to target gold-sulfide particles, frothers (MIBC, pine oil) to stabilize bubbles, and modifiers (lime, pH adjusters) to repel unwanted rock.
- Low energy vs. alternatives: Unlike intensive cyanidation for sulfides, flotation uses less power and fewer toxic chemicals (when paired with eco-friendly reagents).
- Concentrate value: Flotation produces high-grade gold concentrate (100-500 grams per ton), which is cheaper to smelt than low-grade cyanide leach solutions.
We test your ore in our laboratory first—we analyze sulfur content, gold particle size, and mineralogy to match the exact reagent blend and flotation cell design to your rock.
Actionable Advice for Flotation Plant Design
- Optimize grind size: Grind ore to 70-80% passing 200 mesh (74 microns) – coarser grind leaves gold trapped in sulfide grains; finer grind wastes energy.
- Control pH strictly: Maintain slurry pH at 9-11 (using lime) to repel silicate rocks and boost collector adhesion to gold-sulfide particles.
- Sample multiple ore zones: Sulfide distribution varies in mines—test samples from different depths to avoid underdesigning your plant.
Real Example: A client in Peru tried cyanidation on sulfide ore (3% pyrite) and recovered only 18% gold. We redesigned their plant for flotation, adjusted reagents (sodium isobutyl xanthate + MIBC), and optimized grind size. Their recovery jumped to 91%—and operating costs dropped by 40% vs. cyanidation.
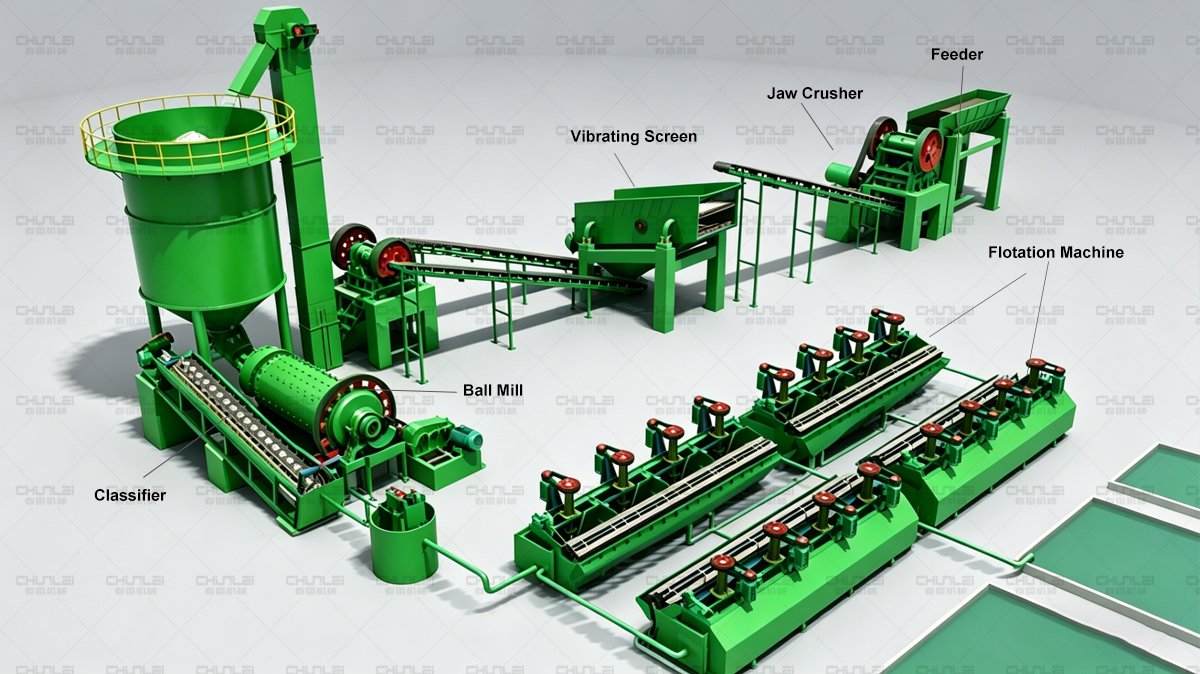
What Equipment Powers a Flotation Gold Plant?
You need heavy-duty jaw crushers, ball mills, and mechanical flotation cells (mechanical or column) to process sulfur-bound gold ore efficiently. The flotation section is the heart of the plant—and the most critical for recovery.
Key Equipment Breakdown:
- Crushing Line:
- Primary jaw crusher (manganese steel jaws) to break 400mm+ ore into 50mm gravel.
- Secondary cone crusher for fine crushing (20mm output) – ideal for hard sulfide rocks.
- Vibrating screens to separate oversize ore (recycled back to crushers).
- Grinding Circuit:
- Wet ball mill (lined with high-chrome steel) to grind gravel into slurry – we size mills to match your daily ore tonnage (10-1000 TPH).
- Hydrocyclones to classify slurry size – oversize particles go back to the mill; undersize feeds flotation cells.
- Flotation Cells:
- Mechanical flotation cells (mechanical agitators + diffusers) for bulk flotation – best for high-sulfur ores.
- Column flotation cells for fine gold recovery – uses air spargers to create uniform bubbles (reduces gold loss in tailings).
- Froth pumps and launders to transport gold-rich froth to dewatering.
- Dewatering System:
- Thickeners to concentrate froth slurry (reduces water volume by 60%).
- Filter presses to squeeze slurry into dry concentrate cake (10-15% moisture) – ready for smelting.
All our equipment uses wear-resistant materials (rubber liners, high-chrome impellers) to handle abrasive sulfide ores—we calculate motor sizes to avoid over/underpowering (saves 20% on electricity).
How to Boost Flotation Recovery Rates?
You maximize gold recovery by optimizing reagent dosage, bubble size, and slurry retention time in flotation cells. A 3% drop in recovery costs you hundreds of thousands of dollars annually—here’s how to avoid it:
- Precision reagent dosing: Use automated chemical feeders to add collectors/frothers in real time (avoids over-dosing, which wastes chemicals, or under-dosing, which reduces recovery).
- Bubble size control: Mechanical cells with adjustable impellers create 0.5-1mm bubbles (ideal for gold-sulfide particles); column cells use fine bubbles (0.2-0.5mm) for micro-gold.
- Retention time optimization: Keep slurry in flotation cells for 8-12 minutes (varies by ore) – too short = incomplete attachment; too long = froth collapse.
- Tailings reprocessing: Add a scavenger flotation cell to reprocess tailings (recovers 5-8% more gold from “wasted” slurry).
- Operator training: Your team must monitor froth color (gold-rich froth is yellow/brown) and adjust aeration speed hourly—we train operators on these critical checks.
Do You Need a Custom Flotation Flowsheet?
Yes—your sulfide ore’s mineralogy is unique, so a one-size-fits-all flowsheet will fail. A custom flotation flowsheet ensures every machine, pipe, and pump is sized for your ore’s specific characteristics.
Many buyers copy neighboring plants—but sulfide content, gold particle size, and pH requirements vary even between mines in the same region. Our 15 mineral processing engineers:
- Analyze your ore lab reports (sulfur content, gold grade, particle size).
- Design a flowsheet mapping every conveyor, pump, and flotation cell (CAD blueprints, not hand sketches).
- Optimize layout for your site’s terrain (gravity-fed slurry lines to cut energy use).
- Calculate water/electricity needs (e.g., 100 TPH plant = 500 m³ water/hour, 2000 kW power).
The result: a plant that fits your site, ore, and budget—no useless machines, no bottlenecks, no gold left on the table.

How Much Does a Flotation Gold Plant Cost?
A small 10-ton-per-hour (TPH) flotation plant costs ~$200,000, while a large 500 TPH plant costs $1-3 million. Prices depend on:
- Ore tonnage (daily processing capacity).
- Equipment size (jaw crushers, ball mills, flotation cells).
- Automation level (manual vs. automated reagent dosing).
- EPC (Engineering, Procurement, Construction) services.
We sell direct from CHUNLEI (China’s leading flotation plant manufacturer) – no middlemen, so you save 30% vs. local suppliers. Our pricing is transparent:
- Includes electrical panels, steel support structures, and basic spare parts.
- No hidden fees (shipping, installation, or training are itemized clearly).
Who Builds and Installs Flotation Plants?
We offer full EPC turnkey services and send our Chinese engineering team to your country to install, commission, and train your staff. You don’t need to assemble a $1M+ plant alone.
Our EPC process:
- Engineering: We design concrete foundations (your local team pours them pre-shipment).
- Procurement: We manufacture and ship all equipment in ocean containers (2-3 months production time).
- Construction: Our team (mechanical engineers, welders, electricians) flies to your site to:
- Assemble flotation cells and tanks.
- Connect pumps, conveyors, and electrical systems.
- Test the entire plant (adjust reagents, grind size, and aeration).
- Training: We stay for 1 month to train your operators on flotation cell maintenance, reagent dosing, and recovery optimization—until the first gold concentrate is produced.



Where to Source Reliable Flotation Plant Spare Parts?
Buy spare parts directly from the original manufacturer (CHUNLEI) – fake parts break fast and shut down your plant.
Flotation plants have high-wear components:
- Rubber liners for ball mills (wear out in 6-12 months).
- Impellers and stators for flotation cells (critical for bubble generation).
- Jaw plates for crushers (abrasive sulfide ore wears them flat).
We manufacture all spare parts in our 8,000㎡ factory (matching your plant’s exact specs). We include a 1-year supply of core parts (liners, impellers) in your initial shipment. When you need more:
- We ship directly from China (7-14 day delivery to Africa/South America).
- No minimum order – we supply single parts or full kits.
Global Customer Case: Flotation Plant in Chile
We built a 50 TPH flotation plant for a Chilean mine in 2023 – the client’s ore had 4% pyrite (sulfide) with 4.2 grams per ton (g/t) gold.
Project Details:
- Location: Atacama Desert, Chile
- Ore Type: Gold-bearing pyrite ore (high clay content)
- Processing Capacity: 50 TPH
- Original Recovery: 65% (client’s old gravity plant)
- Final Recovery: 92% (after flotation plant installation)
Client Challenge:
The client’s gravity plant failed to recover gold from sulfide ore – clay in the ore also clogged crushers and mills, causing 2-hour daily downtime.
Our Solution:
- Added a rotary scrubber to wash clay from ore before crushing (eliminated jams).
- Designed a 4-stage flotation circuit (rougher → scavenger → cleaner 1 → cleaner 2) to maximize concentrate grade.
- Used eco-friendly collectors (dithiophosphates) to reduce chemical costs by 15%.
- Installed automated reagent dosing to maintain consistent pH (9.5) and froth stability.
Result: The plant runs 24/7 with <1 hour monthly downtime – the client recouped their investment in 8 months.
What to Look for in a Flotation Plant Supplier?
Avoid trading companies with no engineering expertise – your flotation plant needs scientific design, not just steel boxes. Choose a supplier with:
- In-house laboratory: Tests your ore to design the right flotation circuit (we test 50kg ore samples for free).
- CAD engineering team: Creates detailed flowsheets (not hand-drawn sketches).
- Manufacturing capability: Ask for video tours of their factory (we have CNC machines and welding robots for flotation cell production).
- EPC experience: Proven track record of installing plants in your region (we have 200+ global installations).
- Post-sales support: 24/7 technical support (we have local reps in Africa/South America/Asia).
2026 Flotation Technology Trends
2026 flotation plants use smart automation and eco-friendly reagents to cut costs and reduce environmental impact.
Key Innovations:
- AI-Powered Flotation Control: Sensors monitor froth height, bubble size, and reagent levels – AI adjusts settings in real time (reduces human error by 80%).
- Non-Toxic Collectors: New bio-based reagents (from plant oils) replace toxic xanthates – safe for waterways and compliant with strict environmental laws.
- Energy-Efficient Flotation Cells: Low-power agitators and air spargers cut electricity use by 25% vs. traditional cells.
- **Zero-Liquid Discharge (ZLD)**: Closed-loop water systems reuse 95% of process water – critical for arid mining regions (e.g., Chile, Australia).
We integrate all these innovations into our 2025 flotation plant designs – future-proof your investment.
FAQ
Q1: How long does it take to build a flotation plant?
A: 5-7 months total: 2-3 months for manufacturing (China), 1 month for shipping, 1-2 months for installation/commissioning.
Q2: Do I need a lot of water for a flotation plant?
A: Yes (3 m³ per ton of ore) – but we design closed-loop systems to reuse 80% of water (only replace evaporated water).
Q3: Can flotation plants run on diesel generators?
A: Yes – we calculate total power needs (e.g., 50 TPH plant = 1500 kW) and design the plant to run on diesel (critical for remote mines with no grid power).
Q4: What’s the minimum gold grade for profitable flotation?
A: 1.0 g/t (grams per ton) for large plants (500+ TPH) – scale drives down per-ton costs, making low-grade sulfide ore profitable.
Summary and Final Advice
A profitable flotation gold plant depends on matching equipment/reagents to your sulfide ore’s unique characteristics. You need a crushing/grinding circuit to expose gold-sulfide particles, a tailored flotation circuit to separate gold, and a dewatering system to produce sellable concentrate.
Take the first step: Dig up 50kg of representative ore from your mine and mail it to our laboratory. We’ll test it for free and design a custom flotation flowsheet – no guesswork, no wasted money.
Contact CHUNLEI today for a free flotation plant consultation – our technical team will help you build a plant that maximizes gold recovery and profits.